In the injection molding process, the injection molding gate is a crucial feature that determines how molten material enters the mold cavity. The gate serves as the entry point for the plastic to flow into the mold, and its design and placement directly influence the quality of the molded part. The location and size of the gate can impact the final part’s appearance, strength, and functionality. Thus, understanding the importance of the gate and its various types is essential for achieving high-quality, efficient production. The gate also plays a role in controlling the material flow and preventing defects such as flash, warping, or incomplete filling. A well-designed gate ensures uniform material distribution, which results in consistent, high-quality molded parts. Depending on the design requirements, manufacturers can choose from various gate types in injection molding to best suit their specific needs.
Different Types of Injection Molding Gates
Standard Gate Types Injection Molding
There are several injection molding gate types to consider, each offering distinct advantages and disadvantages depending on the application. Some of the most commonly used gate types include:
- Edge Gates
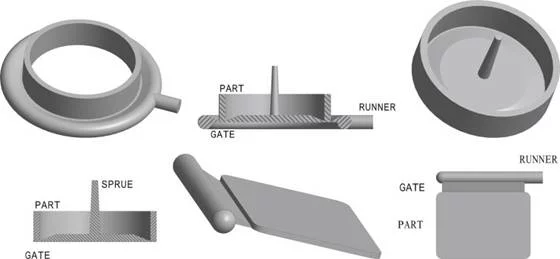
Edge gates are one of the most popular gate types used in injection molding. These gates are placed at the edge of the mold cavity, often in areas where the material will flow the easiest. Edge gates are versatile and cost-effective, making them a go-to choice for many injection molding applications. However, the primary challenge with edge gates is that they can sometimes leave visible marks or imperfections on the final product, which may need to be removed during post-processing. - Direct Gates
Direct gates, also known as sprue or nozzle gates, are placed directly on the part, usually in the center of the cavity. These gates help control the material flow by guiding the molten plastic precisely into the cavity. Direct gates are ideal for parts with simple designs or when a large, uniform flow of material is required. The main downside is that they can leave a visible gate mark on the part, which may require additional finishing. - Submarine Gates
Submarine gates are placed underneath the molded part, allowing the material to flow from the bottom up. These gates are often used for parts with a higher aesthetic requirement, as they leave a smaller gate mark that is usually less visible. Submarine gates are especially useful when the goal is to hide the gate mark in areas that are not visible after the part is assembled. However, these gates are more complex to design and require precise placement within the mold. - Pinpoint Gates
Pinpoint gates are small, precisely placed gates that create a tiny opening through which the material is injected into the mold cavity. These gates are used for parts that require high precision and minimal gate marks. Pinpoint gates allow for greater control over material flow and reduce the chances of defects such as weld lines or short shots. However, pinpoint gates can sometimes lead to challenges in the ejection process, requiring specialized mold designs to remove the part from the mold easily. - Tunnel Gates
Tunnel gates are used for parts that have a complex design and require a large volume of material to be injected quickly. These gates allow the molten plastic to enter the cavity from a distance, with the material flowing through a small tunnel before entering the mold. Tunnel gates are often used in high-volume production runs where speed and efficiency are essential. The downside of tunnel gates is that they can leave a larger gate mark, which may require additional post-processing steps.
Valve Gate Injection Molding
Another critical innovation in the injection molding process is the valve gate injection molding system. This type of gate uses a valve mechanism that controls the material flow into the mold cavity, providing precise control over the timing and volume of injection. Valve gates are particularly useful for creating parts with complex geometries, multiple cavities, or high precision requirements. Valve gate injection molding is ideal for preventing problems such as overpacking, short shots, and material wastage. By controlling the flow of material in a more efficient way, the valve gate minimizes the risk of defects while improving the overall quality and consistency of the molded parts. This is especially important in industries like automotive or electronics, where parts must meet high-quality standards and strict specifications.
In addition, valve gates enable faster cycle times, as they allow for better control over material flow, reducing the need for post-processing or additional finishing. These gates are also beneficial in multi-cavity molds, where they help achieve consistent fill times across all cavities, ensuring uniformity in the molded parts.
Factors to Consider When Choosing the Right Gate Type
The selection of the right gate type in injection molding depends on several factors, including the geometry of the part, material properties, mold design, and production goals. Here are some key considerations:
- Part Design and Geometry
Parts with intricate or delicate designs may require gate types that minimize visible gate marks and reduce the chances of defects. For instance, pinpoint or submarine gates are ideal for aesthetically sensitive parts, as they leave minimal traces. Conversely, parts that can tolerate visible gate marks may benefit from the simplicity and efficiency of edge gates or direct gates. - Material Flow and Properties
The viscosity of the plastic material used in injection molding plays a significant role in determining the most appropriate gate type. For materials with high viscosity, gates such as tunnel or valve gates may be necessary to ensure a smooth and efficient flow. Similarly, for low-viscosity materials, edge or direct gates may be sufficient. - Cycle Time Requirements
For high-volume production, manufacturers may prioritize gate types that allow for faster injection times. In this case, valve gate injection molding systems are beneficial because they improve material flow and reduce cycle time. On the other hand, if cycle time is less critical, other gate types like pinpoint or edge gates might be appropriate. - Aesthetic Considerations
For parts where the appearance is paramount, gate marks should be minimized. Submarine and pinpoint gates are effective choices for parts requiring high-quality finishes since they leave small or hidden marks. Gate location should also be considered to ensure that the visible side of the part is as smooth and free of imperfections as possible. - Production Volume
The number of parts to be produced and the desired efficiency should also influence gate selection. High-volume runs may require gate types like tunnel gates or valve gates that optimize speed and reduce material waste. For smaller, lower-volume production, simpler gates may be more cost-effective.
Injection Molding Gate Design Considerations
When designing an injection molding gate, there are several factors that influence its efficiency and the overall quality of the part. The gate not only affects the material flow into the cavity but also has implications for cycle time, part strength, and the cost-effectiveness of production. Selecting the right gate type is essential to ensure that the injection molding process runs smoothly, reducing the need for post-processing and minimizing defects.
Material Flow and Distribution
One of the most critical aspects of gate design is how the material flows into the mold cavity. The gate’s size, location, and type directly influence the flow characteristics. If the material flows unevenly or too quickly, it may cause defects like short shots, voids, or warping. Gate design ensures that material flows into the cavity in a controlled manner, resulting in uniform filling and an even distribution of material. Additionally, the gate’s location is selected to avoid areas of high-stress or weak points in the part, which could compromise the final product’s strength and durability.
Gate Sizing for Efficient Flow
Gate size is a vital parameter in injection molding. If the gate is too small, it can restrict the flow of the material, leading to incomplete mold filling or excessive pressure on the injection molding machine. Conversely, if the gate is too large, it can result in excess material being injected into the cavity, leading to flash or over-packing. By optimizing the gate size, manufacturers can achieve the right balance, ensuring that material enters the cavity quickly and evenly, while avoiding excess material build-up. Proper gate sizing also helps reduce material waste, which is crucial for both economic and environmental reasons.
Gate Location for Optimal Flow
The location of the gate is another important factor in gate design. Ideally, the gate should be placed where the material can flow evenly throughout the cavity, ensuring that all parts of the mold are filled at the same time. If a gate is placed too far from the cavity’s end or in an awkward position, it can cause material to flow unevenly, leading to issues like cold slugs or weld lines. The location of the gate can also affect the quality of the part. For instance, placing the gate in the middle of the part may allow the material to flow symmetrically, but placing it at the edge could result in visible gate marks that need to be removed in post-processing.
Cooling Time and Gate Design
The cooling time in the injection molding process is crucial for producing high-quality parts. The cooling time is largely determined by the thickness of the part, the type of material used, and the design of the mold. Gate placement also influences the cooling time. For example, gates placed far from the cavity’s exit can create uneven cooling rates, causing the material to cool at different speeds. This uneven cooling can lead to warping, shrinking, or internal stresses. On the other hand, gates located closer to the exit of the cavity promote a more uniform cooling rate, reducing the likelihood of such defects.
The size and type of the gate also affect the cooling process. Larger gates may require longer cooling times, while smaller gates can help reduce cycle times. Balancing gate size and placement to optimize cooling time is essential for increasing the efficiency of the injection molding process while maintaining high part quality.
Gate Mark and Cosmetic Considerations
In many cases, the appearance of the final part is just as important as its functionality. Gates leave a small mark on the part where the material enters, and depending on the gate type, these marks may be more or less visible. Some gate marks can be easily trimmed or smoothed during post-processing, but others may require more intensive finishing work.
Parts with high aesthetic requirements, such as consumer goods or medical devices, often require gates that minimize visible marks. Submarine gates, for instance, hide the gate mark underneath the part, making it less noticeable. Similarly, pinpoint gates are small enough to leave only a minor mark, which can often be hidden or minimized. However, the challenge with these types of gates is that they require more precise molding to ensure that the material flows smoothly and consistently into the mold. For parts where aesthetics are less critical, more common gate types like edge gates or direct gates might be sufficient.
Post-Processing and Gate Removal
After the molding process is complete, the gates need to be removed from the part. The ease with which the gate can be removed depends on the gate type and its location. Some gates are easier to remove than others, and in certain cases, the removal process may involve additional costs. For instance, edge gates often require trimming, which can increase production costs. However, gates like pinpoint gates or submarine gates are typically more discreet, requiring less post-processing.
Environmental and Economic Considerations
Injection molding gate design is also influenced by economic and environmental factors. By optimizing gate size, location, and type, manufacturers can reduce material waste and energy consumption. For instance, larger gates often require more material and result in greater waste, while smaller gates reduce material consumption, but they may increase cycle time or the likelihood of defects. Finding the right balance is essential for achieving cost-effective and environmentally friendly manufacturing.
Additionally, reducing the need for extensive post-processing is an important goal for injection molding manufacturers. Minimizing gate marks or defects means fewer resources are spent on finishing work, saving both time and money. Gate optimization can also lead to faster cycle times, increasing the overall efficiency of the injection molding process.
Advanced Gate Technologies and Innovations
With the ever-growing demands for precision, speed, and quality in manufacturing, new gate technologies are continuously being developed. Some of the most advanced innovations in gate design and technology are centered around improving the flow of material, reducing waste, and increasing the overall speed of the molding process. One such advancement is the use of valve gates, which offer precise control over material flow and help eliminate defects that result from uncontrolled injection. Valve gates can be particularly useful in multi-cavity molds, where precise timing is essential to ensure uniform filling across all cavities.
Another emerging technology is the use of conformal cooling channels, which are integrated with the gate design to further optimize cooling time. These cooling channels are designed to match the shape of the mold more precisely, allowing for better temperature control and faster cycle times. As injection molding becomes increasingly sophisticated, innovations in gate design will continue to play a crucial role in ensuring high-quality parts and efficient manufacturing processes.
Conclusion
Injection molding gate types play a pivotal role in determining the efficiency, cost, and quality of the molding process. From edge gates to valve gates, each gate type offers distinct benefits and challenges, making it essential for manufacturers to choose the best gate design based on the specific requirements of the part. Proper gate design can reduce defects, minimize material waste, and improve cycle time, making the injection molding process more efficient and cost-effective. As technology advances, the evolution of gate designs continues to improve the overall injection molding process. Manufacturers are increasingly able to produce high-quality, complex parts at faster speeds with greater precision. Whether you are designing for high-volume production or working with intricate parts, understanding the importance of gate design is vital to achieving optimal results. For manufacturers looking to enhance their injection molding capabilities, it is worth considering advanced mold technologies, such as plastic mold innovations, and gate optimization techniques. By incorporating these advancements into their processes, manufacturers can stay ahead of the curve and meet the ever-growing demands for quality and efficiency in modern manufacturing.